新浪微博
新浪微博 腾讯微博
腾讯微博

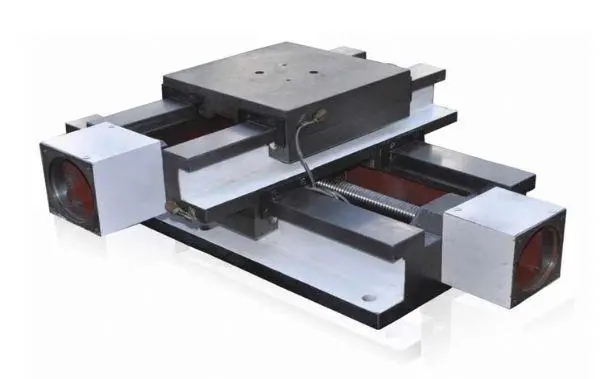
泊头电机试验平台加工中注意的细节及误差控制的方法
泊头电机试验平台加工中注意的细节及误差控制的方法,泊头电机试验平台在铸造过程中要特别注意的细节。清理过程是电机试验平台铸件冷却后从铸型中清理电机试验平台铸件,以获得表面无缺陷的电机试验平台。
1)落砂:泊头电机试验平台铸件经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。泊头电机试验平台铸件较大时可能会产生热裂、铸铁平台铸件内应力较大,易造成变形而影响铸铁平台铸件外形尺寸。
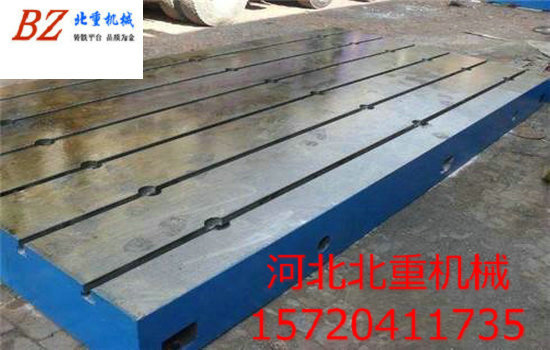
泊头电机试验平台
2)清砂:要获得表面光洁度好的铸铁平台铸件,小活件可以通过清理滚筒去除表面的砂子。大活件进行抛丸处理去除表面的砂子。非加工表面的粘砂清理干净,以防止在装入成品内运动时脱落后进入轴承室内,对轴承的使用造成不良影响。
3)时效处理:一般的电机试验平台铸件都要进行时效处理,以减小电机试验平台铸件内应力获得良好的性能。
4)检验过程的控制:通过检验,反馈量具铸件的缺陷,查找并分析原因,及时采取措施,以减少量具铸件缺陷的产生。
通过以上环节控制,使泊头电机试验平台件成为合格产品,要求每个过程相互配合,相互协调,只有注重细节才能较好的控制和提高每个过程的质量,才能保证泊头电机试验平台铸件的质量。
泊头电机试验平台误差来源:
1、泊头电机试验平台检测量具误差。量具设计不完善或制造、调整、校对不,或者在使用中磨损造成的误差。主要表现为量仪“示值误差”(包括标准器和附件的误差)。
2、基准误差。作为基准的量具,不可避免地存在误差。基准件误差直接影响着测量值,如水平仪的制造误差。一般基准件的误差应不超过总测量误差的1/3~1/5。
3、方法误差。检测电机试验平台方法、检测量具选择不当,测量原理与计算公式简化造成的误差,测量仪、工件定位装夹和受力变形引起的误差。
4、环境误差。工作环境偏离标准温度(20℃)太多,或其随时间、空间的变化太大;振动、冲击波动大;气压、湿度和清洁度不符合要求等造成的误差。
5、人为误差。操作者责任心、技术水平、情绪和生理(如视力)因素等造成操作不当,或者读数、记录、计算错误所造成的误差。
6、测量力引起的变形误差。测量力引起的变形误差是指使用检测器具进行接触测量时,测量力使零件与测量接触部分微小变形而产生的测量误差。测量装置上一般有保持恒力的装置。
泊头电机试验平台减少误差的方法:
1、系统误差的消除一般采用以下三种方法。修正法。对已知系统误差的量仪可在测量时扣除。如已知水平仪或标准器或卡尺的游标刻线的零位偏差。
反向对准法。用于一些数值无法确知的、但知其测量在对称位置等量反向出现的系统误差。例如,实验平板在工具显微镜上测螺杆螺距,消除由于安装倾斜造成的系统误差;用水平仪检测实验平板平面、直线度、消除水平仪的误差等。对称读数法、半周期读数法。多用于一些专用仪器,现场较少使用。
2、泊头电机试验平台随机误差的控制和减少措施如下。
正确选择和使用测量器具。检验中选择计量器具应使测量器具的不确定度满足所测铸铁平板公差的要求。一般粗略评估可以采用三分之一原则,即选择的量仪其小刻度值应小于等于所测工件公差值的三分之一。